LG-900 વર્ટિકલ ઓટોમેટિક સેન્ટ્રીફ્યુગલ મશીન





વર્ણન
Lg-900 વર્ટિકલ ઓટોમેટિક સેન્ટ્રીફ્યુગલ મશીન આ મોડલ ક્વાડ્રુપ્ડ સસ્પેન્શન સ્ટ્રક્ચર અપનાવે છે, જે સ્પ્રિંગથી સજ્જ છે, રબર પેડ વધુ સારી વાઇબ્રેશન પ્રોટેક્શન ઇફેક્ટ ધરાવે છે.શાફ્ટનો ઉપરનો ભાગ પ્રારંભિક વ્હીલ સ્ટ્રક્ચર, પીએલસી ફ્રીક્વન્સી કન્વર્ઝન સ્પીડ રેગ્યુલેશનથી સજ્જ છે, જ્યારે શરૂ થાય છે, જેથી આંતરિક સૂકવણીની ચાળણી ધીમે ધીમે ઝડપી બને, મોટર ઓવરલોડ ન થાય.આંતરિક સ્વિંગ - ડ્રાય સ્ક્રીન સંતુલિત અને સલામત છે.ઉચ્ચ નિર્જલીકરણ દર, મોટી ક્ષમતા, આંતરિક સ્વિંગ સૂકવવાની ચાળણી ઉચ્ચ ગુણવત્તાની સ્ટેનલેસ સ્ટીલથી બનેલી છે, ટકાઉ છે.ઉચ્ચ નિર્જલીકરણ દર અને મોટી ક્ષમતા.શાકભાજી, ખોરાક, દવા, પર્યાવરણીય સંરક્ષણ અને અન્ય ઉદ્યોગોમાં આદર્શ નિર્જલીકરણ સાધનોનો ઉપયોગ થાય છે.

માળખાકીય લાક્ષણિકતાઓ
મશીન વેજીટેબલ પ્રોસેસિંગ મટીરીયલના ટેક્નિકલ પરિમાણો, ફ્રિક્વન્સી કન્વર્ઝન ટેક્નોલૉજી અને ઈલેક્ટ્રિકલ સેન્સિંગ ટેક્નૉલૉજીના ઉપયોગ પર કામ કરવાનો સમય, કામ કરવાની ઝડપ અને સ્ટાર્ટ, સ્ટોપ કંટ્રોલ પર આધારિત છે;તે સલામત અને વિશ્વસનીય કામગીરી, સરળ કામગીરી, ઓછો અવાજ, ઉચ્ચ ઉત્પાદન અને તેથી વધુની લાક્ષણિકતાઓ ધરાવે છે.
ડ્રાઇવ કંટ્રોલ સિસ્ટમ ઉચ્ચ ગુણવત્તાની આવર્તન કન્વર્ઝન ગવર્નર અને ઇલેક્ટ્રિકલ સેન્સર અને અન્ય નિયંત્રણ ઘટકોથી બનેલી છે.ઓપરેશનનો સમય અને ઝડપ એડજસ્ટ કરવા માટે સરળ છે અને ટ્રાન્સમિશન વિશ્વસનીય છે.ઑપરેશન સ્પીડ મશીનની મંજૂર રેન્જમાં એડજસ્ટ થવી જોઈએ, અને સૌથી વધુ સ્પીડ 1400rpm છે.
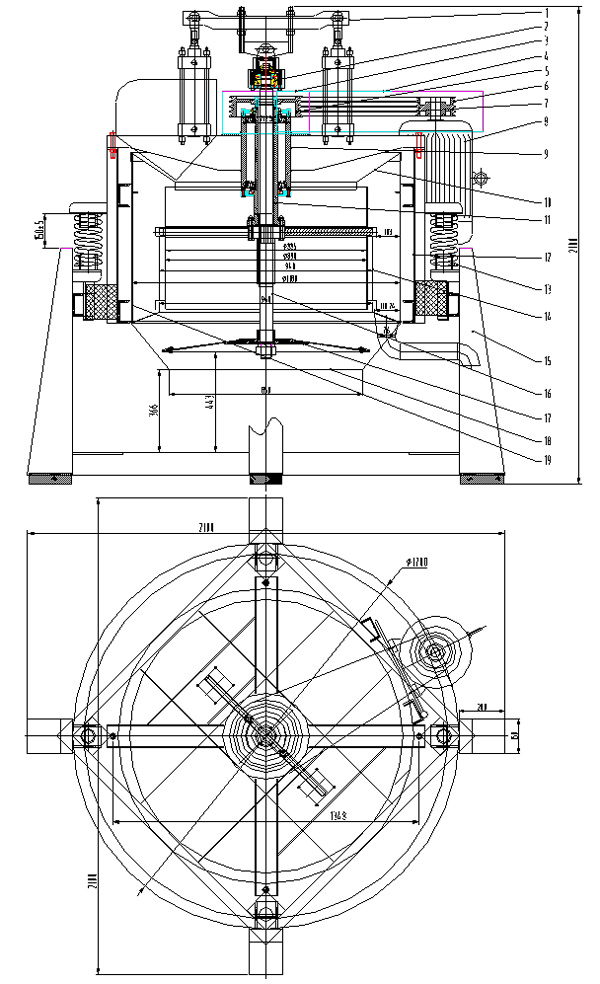
1. સેન્ટ્રીફ્યુગલ પમ્પિંગ મશીનનો સપોર્ટ 4-ફૂટ સપોર્ટ સસ્પેન્શન સ્ટ્રક્ચર છે, અને 4-ફૂટ સપોર્ટ પેડ ઉચ્ચ ગુણવત્તાની જાડી રબર પ્લેટ છે.સ્વિંગ બકેટ સપોર્ટ 4 ઉચ્ચ ગુણવત્તાવાળા મોટા વ્યાસના નળાકાર સર્પાકાર કમ્પ્રેશન સ્પ્રિંગ્સ અને 4 ઉચ્ચ ગુણવત્તાની જાડી રબર પ્લેટ દ્વારા નીચેના આધાર સાથે જોડાયેલ છે, જે ઓપરેશન દરમિયાન ફરતી સ્ક્રીનમાં લોડ અસંતુલનને કારણે પગના કંપનને ટાળી શકે છે.
2. શેલ અને સામગ્રી સાથેનો સંપર્ક સ્ટેનલેસ સ્ટીલથી બનેલો છે.
3. હીટ ટ્રીટમેન્ટ અને ફિનિશિંગ પછી સ્પિન્ડલ ઉચ્ચ ગુણવત્તાની સ્ટીલની બનેલી છે.
4. ડ્રાઇવ ભાગ ત્રિકોણ બેલ્ટ ડ્રાઇવને અપનાવે છે, ફ્રીક્વન્સી કન્વર્ઝન મોટર સીધી સેન્ટ્રીફ્યુગલ સ્ટાર્ટિંગ વ્હીલને ચલાવે છે, પીએલસી કંટ્રોલ મશીનને ધીમે ધીમે શરૂ કરી શકે છે, ધીમે ધીમે ડિઝાઇન સ્પીડ સુધી પહોંચે છે, મશીનની કામગીરીના સંતુલનની ખાતરી કરવા માટે.
5. ફીડિંગ, ફરતી શાફ્ટના નીચલા છેડા દ્વારા ડિસ્ચાર્જ અને અન્ય સામગ્રી પ્લેટ ઉપર અને નીચેની ક્રિયા પ્રાપ્ત કરવા માટે.
6. રોટેશન શાફ્ટ લિફ્ટ φ125 મોટા વ્યાસના સિલિન્ડર ન્યુમેટિક કંટ્રોલનો ઉપયોગ કરીને, ડિસ્ચાર્જિંગ ત્યાં 2 એર નોઝલ છે જે સોલેનોઇડ વાલ્વ દ્વારા નિયંત્રિત ફૂંકાય છે અને સ્ક્રીનની દિવાલને સૂકવે છે, સ્વચ્છ ફૂંકાય છે.
7. મશીન રોટેશન, લિફ્ટિંગ, ન્યુમેટિક બ્લોઇંગ અને અન્ય ક્રિયાઓ ઇલેક્ટ્રિક કંટ્રોલ બોક્સ પીએલસી મેન દ્વારા નિયંત્રિત થાય છે.
ઔદ્યોગિક કેન્દ્રત્યાગી મશીનના સંચાલન માટેની સૂચનાઓ
1. ફીડિંગ: પ્રક્રિયા ફરકાવતા પહેલા, ટાઇમિંગ ફીડિંગ, આ સમયે મશીનની મુખ્ય શાફ્ટ ઓછી ઝડપે ફરતી હોય છે (લગભગ 300r/મિનિટ), મટિરિયલ પ્લેટ બંધ થાય છે, મટિરિયલ પ્લેટ પર સમાનરૂપે વિતરિત થાય છે.સામગ્રીને ચાળણીમાં સમાનરૂપે અને સપાટ રીતે વિતરિત કરવામાં આવે છે, સંતુલન, એકરૂપતા અને કોઈ ઓવરલોડ પર ધ્યાન આપવું.
2. લગભગ 30-90 સેકન્ડના ફીડિંગ પછી, ફ્રિક્વન્સી કન્વર્ઝન મોટરની સ્પીડ ધીમે ધીમે ઓછી સ્પીડ રોટેશનથી લગભગ 1200r/મિનિટ સુધી વધે છે.જ્યારે મશીન સામાન્ય કામગીરી પર પહોંચે છે, ત્યારે આઉટલેટ પાઇપ મોટી માત્રામાં પાણી આપવાનું શરૂ કરે છે.
3. સ્પિન્ડલ હાઇ-સ્પીડ રોટેશન લગભગ 90 સેકન્ડ, મૂળભૂત રીતે આઉટલેટ પાઇપમાંથી પાણીનો પ્રવાહ નથી, સ્પિન્ડલ રોટેશન હાઇ સ્પીડથી લો સ્પીડ રોટેશન (લગભગ 300r/મિનિટ), સિલિન્ડર એક્શન અને અન્ય સામગ્રી ડિસ્ક ડાઉન ડિસ્ચાર્જ, સોલેનોઇડ વાલ્વ એક્શન એર નોઝલ ઓબ્લીક બ્લો અને ડ્રાય સ્ક્રીન વોલ, એર નોઝલ બ્લોઇંગ ક્લીન વોલ મટીરીયલ, પ્રક્રિયા લગભગ 30 સેકન્ડ લે છે.
4. સ્પિન્ડલ ઓછી સ્પીડ રોટેશન સ્પીડથી મધ્યમ સ્પીડ (લગભગ 600r/મિનિટ) સુધી, બાકીની સામગ્રીને મટિરિયલ પ્લેટ પર ફેંકી દો, પ્રક્રિયામાં લગભગ 20 સેકન્ડ લાગે છે.
5. સૂકવણીનો અંત, આગલી પ્રક્રિયામાં ફરકાવવા સુધી ડિસ્ચાર્જ.કુલ પ્રક્રિયા લગભગ 4 મિનિટ લે છે અને ચક્ર આપોઆપ છે.
6. ઉપરોક્ત દરેક પગલાના સમય, ઝડપ અને અન્ય પરિમાણોને ઉત્પાદન પ્રક્રિયા અનુસાર PLC મેન-મશીન ઈન્ટરફેસ દ્વારા એડજસ્ટ અને સેટ કરી શકાય છે.





